高分子的物理性質在很大程度上取決於其分子結構 (molecular structure)。 要模擬射出成型 (injection molding),我們需要測量材料性質以供模擬使用;但是,
在本章中,我們確認了基本的高分子類型並討論了它們的特性。 我們的目的是定義模擬所需的性質。我們還指出了材料性質測量中的一些困難,這些困難會導致模擬錯誤。我們此處將討論由於忽略材料本身的加工效果而在模擬中引入的誤差。
1. 高分子的種類
(Types of Polymers)
不同分子結構產生兩種基本類型的高分子材料:熱固性塑料 (thermosets) 和熱塑性塑料 (thermoplastics)。
熱固性材料在加熱時變為流體,但隨著溫度的升高,一種稱為交聯的反應 (cross-linking) 會導致分子在沿主鏈的支鏈基團上鍵結。該過程導致剛性三維晶格 (rigid three-dimensional lattice)。一旦發生交聯,該材料將不會在加熱後重新熔化。
熱塑性材料中的分子不會發生交聯。這些材料可以通過加熱使其成為流體,然後在冷卻時固化。此外,與熱固性塑料不同的是,加熱和冷卻後流體流動和固化的循環可以無限制地重複,但前提是材料不會因施加的熱量而發生任何永久性的化學變化。
由於熱固性塑料和熱塑性塑料在加熱時均會軟化,因此兩者均可用於射出成型。但是,在加工之間存在重要差異。對於熱固性塑料,模具 (mold) 的溫度高於注入材料的溫度,而對於熱塑性塑料,模具的溫度比注入材料的溫度低。
高分子可進一步分類成無定形 (amorphous) 和半結晶 (semi-crystalline) 材料,這些高分子類型具有非常不同的特性。精確的模擬必須考慮到這一點。不幸的是,這說起來容易做起來難。
2. 無定形聚合物
(Amorphous Polymers)
對於高分子,沿著主分子鏈的原子之間的鍵是可撓的,因為鏈的鏈段可以圍繞鍵旋轉。在熔融狀態下,分子具有增加的遷移率 (mobility) 並傾向於採用糾纏 (entangled)、無序的構型。如果溫度降低,並且在沒有外力的情況下,分子構型仍然糾纏在一起,則該材料被稱為非晶態的。
隨著處於熔融狀態的非晶態高分子被冷卻,它會變成橡膠狀 (rubbery)。進一步的冷卻將導致該材料從橡膠態變為硬玻璃狀材料 (glass-like)。發生這種轉變的溫度稱為玻璃化轉變溫度 Tg。過渡溫度的存在可能意味著性質的突然變化,但是非晶高分子的特性會隨著溫度的變化而逐漸變化。在沒有外部力的情況下,當熔體冷卻時,分子纏結 (molecular entanglement) 會保留在無定形高分子中,但是,在射出成型中,最終性質取決於分子的排向 (orientation),這取決於加工歷史 (processing history),冷卻速率 (rate of cooling),以及高分子的鬆弛特性 (relaxation)。有時將射出零件的分子排向稱為「凍結」排向 (frozen in)。
Engels (2008) 研究了射出非晶態材料的機械性質,他使用考慮了加工歷史的屈服應力模型 (yield stress),發現加工歷史確定了模製材料的屈服應力。 Govaerts 等人 (2005) 將機械模型連結到成型模擬程式,以根據材料的溫度、時間歷史來預測屈服應力。這些主要成就在於確定加工後最終性質。不幸的是,目前對於半結晶材料的掌握度仍不足。
3. 半結晶聚合物
(Semi-Crystalline Polymers)
儘管對於無定形高分子,隨著熔體的冷卻,分子的排向得以保留,但分子可能以規則的晶格形狀排列。這種材料被稱為可結晶的 (crystallizable)。這些處於冷卻的固態的材料可以同時具有非晶區和結晶區,並且被稱為半結晶。應該注意的是,此處的晶格結構不是由於熱固性交聯的情況下的化學鍵結而引起的。的確,只要材料沒有化學變化,就可以通過反復的加熱和冷卻循環來去除和恢復晶體區域。
在沒有外力的情況下,當從熔體冷卻到固態時,半晶體材料會形成隨機排向的非晶和結晶區域。每個相的性質都不同。因此,這些材料實際上是複合材料,它們的性質取決於材料中結晶相和非晶相的數量和排向。
結晶含量的高低受冷卻速率的影響,通常,緩慢的冷卻導致較高的結晶度。較高的冷卻速率 (例如在射出成型中靠近模具壁的冷卻速率) 往往會降低結晶度。
在過去的二十年中,已經進行了許多有關流動對結晶作用的研。就目前而言,已知道流動會促進結晶,這在射出成型中很重要。如我們將看到的,成型過程本身會影響材料的結晶,進而影響材料的性質。這就造成了成型模擬的問題。為了進行模擬,我們需要材料性質;但是,這些特性通常是在與加工過程不同的條件下測量的。由於加工會影響性質,因此在使用簡單測量的性質時會存在一個固有的錯誤 (intrinsic error)。解決方案是擁有可以模擬加工以及材料特性變化的模型,這是模擬科學的未來。在撰寫本文時,似乎沒有模擬軟體可以做到這一點。
4. 模擬所需材料性質
(Overview of Material Properties for Simulation)
射出成型是一個複雜的過程,我們需要處理可壓縮 (compressible) 的非牛頓 (non-Newtonian) 流體的流動、溫度變化和相變。為了進行模擬,我們需要了解材料的一些特性。這些材料特性在加工過程中會發生變化。因此,決定材料特性並非易事。用於測量特性的實驗室測試通常是在與成型過程中遇到的條件非常不同的條件下進行的。在模擬中使用這些數據會導致固有錯誤。在此,我們定義了模擬加工過程所需的材料性質,討論了在這些假設帶來的限制,並指出了可以改進的領域。
模擬射出成型所需的材料特性取決於要進行的模擬。為了進行流動分析 (填充 (filling)、保壓 (packing) 和冷卻 (cooling)),需要的材料性質如下:
■ 黏度 (viscosity)
■ 比熱容 (specific heat capacity)
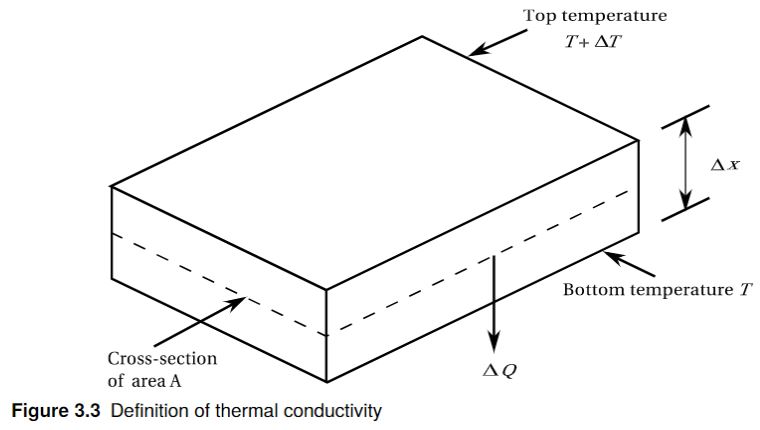
■ 導熱係數 (thermal conductivity)
■ 無流動或轉變溫度 (no-flow or transition temperature)
■ PVT 數據 (PVT data)
如果模擬軟體的用戶要模擬收縮 (shrinkage) 和翹曲 (warpage),則還需要其他特性,例如:
■ 彈性模量 (elastic modulus)
■ 剪切模量 (shear modulus)
■ 熱膨脹係數 (coefficient of thermal expansion)
某些模擬軟體可能還需要特定的數據用於軟體公司單獨開發的特定模型。接下來我們討論用於目前模擬軟體的材料特性。
5. 黏度
(Viscosity)
模擬的一個重要性質是材料的黏度。要定義此屬性,請想像一個固定溫度下的流體,該流體被限制在相距距離為 H 的兩個板之間。假設下板是固定的,並且由於施加了力 Fx,上板在 x 方向上以恆定速度 vx 移動,如 Fig. 3.1 所示。
這樣流動被稱為穩態的 (或簡單的) 剪切流,在射出成型中很重要,流動是通過窄間隙中 (narrow gap) 的流動來近似的。作用在上板的剪切應力 τzx 為 (shear stress)

(1)
其中 A 是板的面積。
1687年,艾薩克·牛頓提出,對於這種流動,「阻力是由於液體部分的滑移性不足而引起的,在其他條件相同的情況下,與液體各部分相互分離的速度成正比」,黏度就是這種「缺乏滑移性」。用 η 表示黏度,這意味著

(2)
其中,γ ̇ zx稱為剪切速率。對於更複雜的流動,有必要依靠張量 (tensor),所以

(3)
η 為常數的流體稱為牛頓流體 (Newtonian fluids) (其 η 也可能取決於壓力或溫度),若 η 不為常數的流體是非牛頓流體 (non-Newtonian fluids)。熔融的高分子通常會表現出剪切稀化 (shear thinning),η 從而隨著材料所受剪切而降低。因此,高分子是非牛頓的。此外,它們是黏彈性的 (viscoelastic),這意味著它們既具有黏性又具有彈性。特別地,黏彈性材料在受力時表現出隨時間變化的應變 (time dependent strain)。黏彈性對於計算翹曲和成模材料的性能很重要。
6. 黏度模型化
(Modeling Viscosity)
這裡,我們討論與模擬相關的黏度,尤其要注意溫度、剪切速率和壓力對黏度的影響。
由於剪切稀化效應,對 Eq. 3 進行了修改,以使黏度取決於剪切速率

(4)
其中 η(γ ̇ ) 稱為黏度函數 (viscosity function),γ ̇ 是廣義應變率。Equation 4 定義了廣義牛頓流體 (generalized Newtonian fluid)。
6.1. 黏度函數 (The Viscosity Function)
許多黏度函數可用於射出成型模擬。幾個最受歡迎的是:冪次律模型 (power-law model),Carreau 模型和 Cross 模型。
6.2. 冪次律模型 (The Power Law Model)
冪定律模型是 1920 年代開發的,也稱為 Ostwald-de Waele 模型。它以與剪切速率的冪次成正比的方式設置黏度,並具有這樣的形式
 (5)
(5)其中
m 和
n 是常數。當
m =
μ 且
n = 1 時,我們得到牛頓流體的關係。高分子熔體表現出剪切稀化行為。即黏度隨著剪切速率的增加而降低。因此,對於高分子熔體,常數
n ≤ 1。對 Eq. 4 兩側取對數,我們得到
 (6)
(6)logη 對 logγ ̇ 的圖表說明這種關係是線性的。在高剪切速率下,常數 m 和 n 很容易從實驗中決定,冪次律模型可以表現高剪切速率區域的高分子熔體行為。射出成型通常被認為是高剪切速率的過程。但是,重要的是要考慮所考慮的過程的階段。在填充階段 (filling),剪切速率通常較高,但是在保壓階段 (packing),剪切速率可能較低。此外,當填充樣式不平衡時,填充階段的剪切率可能會較低。Figure 3.2 給出了這樣一個例子。
6.3. Carreau 模型 (The Carreau Model)
Carreau 模型是
 (7)
(7)其中,η0 為零剪切速率黏度,η∞ 是上限牛頓黏度,λ 是時間常數,n 是冪次律指數。該模型已成功地關聯了實驗黏度數據。當 η∞ = 0 且處於高剪切速率時,該模型簡化為冪次律模型,其中,m = η0λn-1。
6.4 Cross 模型 (The Cross Model)
Cross 模型的形式為
 (8)
(8)其結合了牛頓區域和冪次律剪切稀化區域。當 γ ̇ →0 時,可預測零剪切速率粘度 η0,而在高剪切速率下,則可預測冪次律行為。在 Eq. 8 中,τ* 是一個與牛頓函數和冪次律行為之間轉變處的剪切應力有關的常數,n 是冪次律指數,是衡量剪切稀化程度的指標。
在比較 Carreau 模型和 Cross 模型時,Hieber 和 Chiang 發現 Cross 模型為剪切速率依賴性提供了更好的擬合。因此,Cross 模型已經被廣泛使用於商業化模擬軟體。
6.5 溫度影響的考量 (Incorporation of Temperature Effects)
上面討論的黏度函數是熔融態在特定溫度下。在射出成型中,溫度從熔融溫度 (melt temperature) 變化到模具壁的溫度 (mold temperature)。因此,為了進行模擬,我們需要一個包含溫度的黏度函數。
高分子是黏彈性材料,取決於溫度和時間。儘管大多數商業模擬軟體沒有明確考慮黏彈性效應,但它們確實採用了黏彈性理論中的溫度效應。基本概念稱為時間-溫度疊加 (time-temperature superposition)。
對於許多高分子,在黏度的對數圖上,溫度 T 的黏度,可以從溫度 T0 的黏度沿著對數時間軸移動一個量 logaT(T)。這個是假設熱流變簡單 (thermo-rheological simplicity),意味著所有與鬆弛機制有關的分子機制都具有相同的溫度相依性。
時間-溫度平移因子 aT(T) 已由 WLF (Williams-Landel-Ferry) 方程式擬合

(9)
其中 C1g 和 C2g 是常數,Tg 是玻璃轉變溫度。儘管是經驗式的性質,但 WLF 方程具有基於 Ferry 描述的自由體積 (free volume) 概念的理論證明。首先,當選擇 Tg 作為參考溫度時,常數 C1g 和 C2g 被認為對所有高分子是通用的,其值為 C1g = 17.44、C2g = 51.6 K。在模擬時,通用值僅應在沒有實驗數據的情況下使用。如果可以取得 aT 的實驗數據,可以使用任意參考溫度 T0 代替 Tg,然後將 Eq. 9 改寫為

(10)
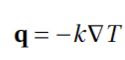
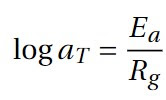
WLF 方程式廣泛適用於溫度範圍 Tg < T < Tg +100 (°C 或 K) 的無定形高分子。對於更高的溫度,或與 Tg 無關的地方,Arrhenius 方程式可能更合適。它的形式為

(11)
其中,Ea 為活化能,Rg 為氣體常數。值得注意,在最近的文獻中,Arrhenius 方程式也稱為 Andrade 方程式。
模擬中常用的黏度模型是 Cross-WLF 模型。它的形式為

(12)
其中

(13)
上式的 D1 是常數。
6.6. 凝固問題 (Solidification Problem)
當材料處於高溫和熔融狀態時,前一部分討論的溫度效應是有相關的。模擬射出成型和大多數其它成型過程,需要考慮材料在固化時的黏度。不幸的是,這並不容易。黏度通常由毛細管黏度計實驗決定,在這些實驗中,隨著熔體溫度的降低,黏度會增加。但是,熔體的溫度會由於黏性耗散 (viscous dissipation) 而升高,造成黏度降低。因此,儘管儀器可能會顯示特定溫度,但實際熔體溫度可能會因為黏性耗散而較高。
對於非晶形材料,黏度的溫度敏感性取決於玻璃化轉變溫度和加工溫度之間的差異,並且可能對溫度敏感。然而,隨著溫度的下降,半結晶材料的黏度會急劇增加。此黏度驟升行為並未被上述介紹的溫度相依模型所捕捉到。
Reference: PK Kennedy, R Zheng, Flow Analysis of Injection Molds, 2nd ed (Hanser 2013).




















 (14)
(14) (15)
(15)
 (16)
(16) (17)
(17) (18)
(18)
 (19)
(19)
 (20)
(20) (21)
(21) (22)
(22)  (23)
(23) (24)
(24)
 (25)
(25) (26)
(26) (27)
(27) (28)
(28) (29)
(29) (30)
(30) (31)
(31) (32)
(32) (33)
(33) (34)
(34) (35)
(35) (36)
(36) (37)
(37)
 (1)
(1) (2)
(2) (3)
(3) (4)
(4) (5)
(5) (6)
(6)
 (7)
(7) (8)
(8) (9)
(9) (10)
(10) (11)
(11) (12)
(12) (13)
(13)