7. 熱性質
(Thermal Properties)
射出成型過程中的熱傳遞需要注意以下三種現象:
■ 進入的熔體所引起的對流 (convection)
■ 從熔體中傳導出來 (conduction),通過模具 (mold) 並進入冷卻通道 (cooling channels)
■ 熔體流入模腔時由於其變形而產生的剪切加熱 (shear heating)
透過對流進入模具,關鍵特性是熔體的比熱 (specific heat),這是一定量熔體的熱含量之量度。熔體向冷卻線的傳導需要熔體以及模具的傳導性 (conductivity)。材料的剪切加熱是熔體黏度和形變率的函數。
7.1. 比熱容 (Specific Heat Capacity)
材料的比熱容是衡量提高材料溫度所需能量的量度,反之則是多少能量包含在給定溫度下的材料中。對於進入模具的對流,控制熱量進入模具的關鍵特性是比熱容。為了定義這一點,假設我們有一些材料,並在其中加上一些熱量 Q,以使溫度升高 ΔT。物體的平均熱容 C_bar (mean heat capacity) 定義為熱量變化與溫度變化之比
 (14)
(14)然後將特定溫度下的物體熱容 C (heat capacity) 定義為上式在溫度差趨於零的極限
 (15)
(15)比熱容 (specific heat capacity) 定義為單位質量材料的熱容。比熱的單位是焦耳每公匠每度 K(J/ kg.K)。可以在恆定體積或壓力的條件下測量比熱容量,並分別表示為 cv 和 cp。
在恆定體積量測時對樣品進行加熱,由於樣品對盛裝容器施加的應力很大,故軙常使用 cp。
比熱被用來計算在填充、保壓和冷卻過程中,從熔體流向模具冷卻系統的熱量損失。當熔體流過流道系統 (runner system) 和腔體時,它還被用於計算由黏滯耗散所產生的熱量。當材料固化時,可能會產生額外的熱量 (潛熱),特別是對於半結晶材料。模擬程式經常忽略這一點,因為它需要明確計算出結晶度。
通常,高分子的比熱比金屬的比熱高得多。Table 3.1 列出了一些常用於射出成型的高分子和鋼的比熱值。儘管金屬的比熱低於高分子的比熱,我們知道要從模具中移除的熱量卻是由比熱和密度的乘積決定 ρcp,不過鋼的密度比高分子高約一個數量級。

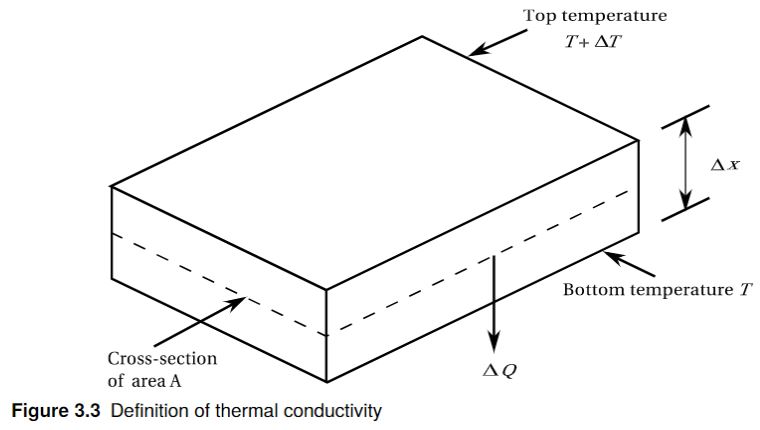
7.2. 導熱係數 (Thermal Conductivity)
導熱係數是對材料進行加熱的導熱程度之量度。具有高導熱率的材料可用於自熱源吸收熱量。具有低導熱率的材料是絕緣體。成型模擬時,需要知道模具和高分子的導熱性。
想像一塊厚度為 ∆x 的材料平板,其一側溫度為 T,另一側溫度較高為 T + ∆T,如 Fig. 3.3 所示。令 ΔQ 為熱在時間 Δt 中穿過面積 A 的橫截面的流量。這樣,整個橫截面上的平均熱流為 Q/Δt。通過實驗已確定,平均熱流速率與面積和溫度差成正比,與平板的厚度成反比
 (16)
(16) (17)
(17)其極限 Δx → 0 和 ∆t → 0,我們得到
 (18)
(18)Equation 18 定義了材料的導熱係數,用 k 表示。導熱係數的單位是焦耳每公尺每秒每度 K (J/m.s.K) 或瓦特每公尺每度 K (W/m.K)。
作為複雜材料,高分子的熱導率會隨溫度,結晶度和分子排向而變化。高分子的熱導率通常較低,而金屬的導電性更高且熱導率較高,Table 3.2 中給出了一些範例。隨著傳導率的降低,實驗誤差成為了問題。由於其較低的值,導熱率是聚合物難以測量的特性。與模擬相關的熱傳導最重要的方面是傅立葉定律 (Fourier's law),該定律可以從 Eq. 18 推導,經除以 A,然後將導數廣義化後可得
 (19)
(19)
8. 熱力學關係
(Thermodynamic Relationships)
成型模擬需要幾個熱力學性質,這些是從材料的狀態方程獲得的 (equation of state),被稱為 PVT 數據。
狀態方程將這三個變量壓力 p、比容 Vˆ 和溫度 T 相關聯。對於任何材料,我們都可以將狀態方程寫成以下形式
 (20)
(20)8.1. 膨脹率和可壓縮性 (Expansivity and Compressibility)
考慮到任意兩個變量,第三個變量可以從狀態方程中獲得。特別地,我們可以寫出
 (21)
(21)其中,g 是某個函數。繪製函數 g,我們得到如 Fig. 3.4 所示的 PVT 表面。想像一下,溫度為 Ta 時,材料在壓力保持恆定的情況下經歷了溫度變化。隨後的體積變化是什麼?這可以通過 Fig. 3.4 來回答,圖中顯示為從點 a 到 b 的變化。從 Ta 到 Ta + ∆T 的溫度變化導致體積變化等於g(pa, Ta + ∆T) - g(pa, Ta)。因此,體積隨溫度變化的平均變化為
 (22)
(22) 在 ΔT → 0的極限下,我們得到材料的瞬時體積變化,表示為
 (23)
(23)其中,下標指出壓力是恆定的。
材料的體積膨脹係數 β 定義為 (coefficient of volume expansion)
 (24)
(24)單位為 K 的倒數 (1/K),體積膨脹係數也稱為材料的膨脹率。

[註: pa = pb]
現在考慮保持溫度恆定時,壓力變化引起的體積變化,這可由 Fig. 3.4 的點 b 移動到 c 來示意。由壓力變化引起的平均體積變化量可由下式表示
 (25)
(25)再一次讓 ∆p → 0,我們獲得材料的瞬時體積變化,表示成
 (26)
(26)等溫壓縮係數 κ 定義為 (isothermal compressibility coefficient)
 (27)
(27)其中負號表示體積隨壓力增加而變小。等溫壓縮係數的單位是平方米每牛頓 (m2/N).
9. 壓力-體積-溫度數據
(Pressure-Volume-Temperature (PVT) Data)
對於熱塑性高分子,狀態方程的類型為 Vˆ = Vˆ(p, T),通常以 PVT 圖的形式提供,該圖給出比體積 (specific volume) 是 p 和 T 的函數。一個常用的方程是泰特方程 (Tait equation)
 (28)
(28)其中,C = 0.0894 是一個常數,並且被認為是通用的。V0ˆ(T) 是
 (29)
(29)其中,上標 (s) 和下標 (m) 分別代表高分子的固態和熔融態通常。B(T) 是
 (30)
(30)對於無定形高分子 Vtˆ(p, T) = 0,而對於半結晶高分子
 (31)
(31)其中,轉變溫度 Ttrans 被假定為壓力的線性函數,即
 (32)
(32)給定 PVT數據 Vˆ =Vˆ(p, T) ,可透過微分得到上面討論的膨脹係數和壓縮係數。由於密度是單位體積的倒數,因此 PVT 圖還提供了任何壓力和溫度下的密度值。
10. 纖維排向
(Fiber Orientation)
纖維排向分析試圖確定混入高分子中的纖維排向。 最簡單的模型需要高分子中的纖維量,以重量分率或體積分率表之,纖維的長寬比 (aspect ratio) 也可能是必需的。纖維重量分率 Wf 定義為
 (33)
(33)其中,Wf 是纖維的重量,Wc 是複合材料的重量,ρf 是纖維的密度,ρc 是複合材料的密度,vf 是纖維的體積,vc 是複合材料的體積。通常對於工業材料,重量分率以百分比表示。纖維體積分率 φ 定義為
 (34)
(34)長寬比 aR 定義為纖維長度除以它的直徑。
11. 收縮和翹曲
(Shrinkage and Warpage)
對於收縮和翹曲,我們需要
■ 方向 1 和 2 上的線性膨脹係數 (linear coefficients of expansion)
■ 方向 1 和 2 上的彈性模量 (elastic moduli)
■ 泊松比 (Poisson's ratios)
■ 剪切模量 (shear modulus)
這些性質在固體力學 (solid mechanics) 教科書中都有提及。我們簡要討論它們以求完整性,更進一步是考慮加工效應並對這些性質進行建模。
我們已經討論了體積膨脹係數 (Eq. 24),該公式告訴我們體積隨溫度的變化如何變化。這對於非常簡單的收縮和翹曲分析可能就足夠了。在這種情況下,線性膨脹係數大約是體積膨脹係數的1/3。但是,一般而言,模製零件表現出非等向性效應 (anisotropic effects),這意味著線性膨脹係數在三個正交方向上不同。由於射出成型零件通常是薄壁的 (thin-walled),因此,如果定義坐標的三個軸是位於厚度方向,則所需的線性膨脹係數應為 1 和 2 方向的線性膨脹係數。在方向 i 上的線性膨脹係數定義為
 (35)
(35)也可以對彈性模量做出類似的關係式。Equation 27 提供了材料承受均勻負荷下的體積變化。但是射出模製的材料之模量也表現出非等向性。採用與上述相似的坐標系統,我們可以討論模量在三個方向上。根據分析的類型,E1和 E1 的值可能就足夠了。彈性模量,通常稱為楊氏模量 (Young's modulus) 或拉伸模量 (tensile modulus),是由在感興趣方向上的應力 (stress) 與應變 (strain) 之比值所定義
 (36)
(36)當拉伸材料樣品時,泊松比與觀察到的效果有關,透過在給定方向上施加拉力 (tensile force),樣品寬度在垂直於拉力的方向上會收縮 (contraction)。相反,如果壓縮材料樣品 (compress),則垂直於壓縮力的方向上的寬度會增加。
剪切模量或剛度模量 G 是衡量材料在剪切中的行為的量度,它被定義為剪切應力與剪切應變之比值。假設上面的三個正交方向,我們得到
 (37)
(37)Reference: PK Kennedy, R Zheng, Flow Analysis of Injection Molds, 2nd ed (Hanser 2013).
沒有留言:
張貼留言